





















自動化で鋸盤の歩留まり向上

木工工場に限らず、すべての産業で最も重要な目的は歩留まりの最適化であることは周知の事実です。大きな違いは工場に入ってくる丸太の品質の管理が非常に困難であることです。すべての丸太は円筒で直線的になっていることが理想です。しかし、全く同じ形状をしている丸太はありません。
曲がっていたり、円状でなかったり、先が細くなっていたりなど、通常、丸太はこれらの形状が組み合わされています。
いまだに、目標はそれぞれの丸太の歩留まりを可能な限り上げることが求められています。そのため、木工工場は3D測定や一次、二次加工の先進的な設備を備えた、高度な自動化がなされた工場へ変貌しています。主に、木工工場の自動化は3つのエリアに分かれます:

- 丸太から最も生産量を上げられる最適な切断方法を探すための3D測定
- at high velocity to increase throughputタクトを上げるための高速な丸太やツール(鋸刃やナイフ、キャンターヘッドなど)の位置決めの自動化
- 丸太ごとの隙間を最小限にするための丸太と角材の扱いの自動化
この3つの自動化により、丸太を高速で処理し歩留まりを上げるという、木工工場の目的をサポートします。そのため、制御設計者は木工環境の課題にあうセンサを探す必要があります。主に、センサは高い耐振動性と耐衝撃性の基準に適合してなければなりません。センサはこの過酷な環境にさらされるので、保護カバーで丸太の衝突から保護します。
丸太から角材へ
丸太から角材へ加工するプロセスを最適に行うため、鋸盤は様々なサイズの丸太に対応したい専用の機器を使用します。そのため、大きな装置では一次と二次の加工エリアが設けられています。丸太ごとの隙間をできるだけ詰め、段取り替えの時間をできるだけ短縮することが鋸盤の課題です。これにより、高速に動作させ生産率を上げることができます。鋸盤でどの様に丸太が角材へ加工されるかを説明します。
丸太が工場に到着すると、供給用のコンベア(ステップフィーダーや丸太ローダーの場合もあり)に番号が付けられます。誘導型近接センサがステップ位置を追うか、磁歪式位置センサ(リニアスケール)が、ローダーの移動と速度の制御のため、位置をフィードバックします。
これにより、鋸盤に入る際の丸太同士の距離を等間隔にすることできます。この距離を知ることで、丸太がコンベアへ搬送されたときの制御が可能になります。そして、その間隔も制御できます。その他にも、 透過型の光電センサをローダーの最後の2点に設置し、丸太の有無を確認する方法があります。このセンサは非常に広い測定範囲を持ちます。さらに、機能的に余裕があり、汚れやホコリに対して非常に高い耐性を誇ります。
一次加工 - 丸太の原木からキャントとスラブ
丸太が通る最初の工程は、木材剥離機で木の皮を剥ぐことです。形状は一定でないため、丸太のサイズをリニアスケールと光電アナログ距離センサで測ります。このサイズで、木材剥離機の圧力と速度を調整します。皮を剥いだ後、丸太は切断鋸や大型ののこぎりで予め決められた最適な長さに切断されます。(大割り) 再度、リニアスケールは切断鋸の動作制御に使用されます。
積み重ねられた複数の透過型光電センサは丸太の大凡の径を検出します。細い丸太は速く、太い丸太はゆっくり切るなどの調整が可能です。多くの木工工場では、伐採された丸太の直径で「大丸太」と「少丸太」に仕分けられます。その後、それぞれの丸太のサイズに設定された装置へ入れられます。

直径 20″ (50cm)以上の丸太用キャリア
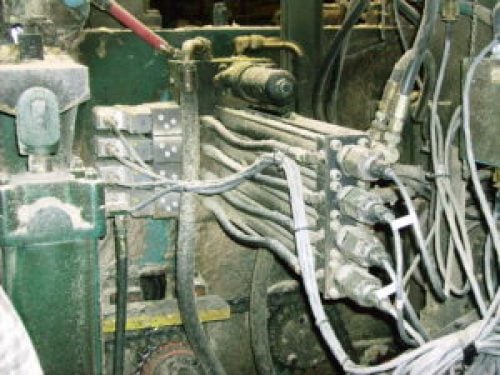
多くの木工工場では様々な丸太を流すため、ログキャリッジが用意されています。レール状のトラックでキャリッジは帯鋸機へ送られます。キャリッジには位置決め機能を備えた3~4つの関節部を持ち、これで丸太を固定します。関節部の油圧シリンダに磁歪式リニアスケールで丸太の位置決めを行います。周辺が過酷な条件下であっても、このリニアスケールは装置やシステムの稼働率を確保します。このクランプは帯鋸を通過する間、丸太を保持します。そして、キャリッジはキャント(2つの平板と2つの側面が湾曲した板)とスラブ(4つの平板)に向かいます。
Secondary Breakdown – from small logs, slabs and cants to lumber
二次加工 – 小さな丸太から割材と角材
小さな丸太を加工する木工工場の場合、二次加工の前に前処理を行う必要はありません。玉切りを行った後、小さな丸太は大きさ別に分けられます。ステップフィーダーはコンベアへ移動させ、スキャナを介してい小さな丸太用の加工装置へ搬送します。歩留まりを上げるため、ログターナーが丸太を最適な方向へ回転させます。曲げ鋸で線つ団できるよう、チッパーキャンター上に丸太を配置します。これにより、無駄なく木材を取ることができます。
小さな丸太の加工ラインでは油圧制御が主流で、すべてのモーション制御ではリニアスケールを用いています。一般的に小さな丸太の加工ラインは、丸太の回転と中心決め、キャンターヘッドによる剥離、ソーボックスのポジショナ、プロファイルヘッド、アウトフィールドピッカーで構成されています。全ての装置は高速で動作するように設計されているためため、高速で正確な位置フィードバックが求められます。さらに、センサとリニアスケールは強い衝撃と振動に耐えなければなりません。バルーフの製品は過酷な環境でも動作するように、衝撃と振動試験をクリアしています。
シフティングエッジャーとカーブソー
ギャングエッジャーとシフティングエッジャーは、一次加工されたカントとスラブを切断し、板状に加工します。ギャングエッジャーは、丸鋸が一定の間隔で取り付けられています。シフトエッジャーはギャングエッジャーに似た構造ですが、丸鋸の間隔を変更することができます。そのため、それぞれの鋸には油圧制御のポジショナーが付きます。スキャナでカントやスラブを計測し、最適な切断方法を決めます。計測結果に基づき、ポジショナーは鋸の間隔を調整します。
オプティマイザーは、装置の効率を最大化させるためにボードを事前配置し、送り速度を最適化します。BTL内蔵のインフィードポジションシリンダでエッジャーに送り込むための最適な位置にボードを押し込みます。

トリミング、仕分け、積み上げ、紐付け、出荷
ボードは、エッジャーから出てくるとボード置き場に置かれます。別のスキャナで、ボードをより短いボードにカットできるかどうか、損傷した端部を切断して、ボードのグレードを下げないようにする必要があるかどうかを判断します。次に、トリマを使ってボードを処理します。トリマとは、コンベア上に最大12本の丸鋸が配置された装置です。トリマで長いボードを2、3枚の短い板にカットしたり、端部をトリミングすることができます。

トリマの切り込み部にある背景抑制機能付きの光電センサは、機械に取り込まれるボードの長さがスキャナで取り込まれた情報と一致しているかを監視します。同様に、トリミング後にボードが正しいサイズにカットされたかも確認します。トリミング後は選別機にかけられ、積み上げ、紐付けを経て最終出荷となります。
Balluffのセンサが製材所の自動化にどのように役立っているかを、ウェブサイトで詳しく紹介しています。

無垢材に代わるベニヤ板
木工工場では主に無垢材を生産しています。つまり、板が一枚の木から出来ているということです。木材にはベニヤ板と呼ばれる別の種類の板もあります。これは、薄い木材のシートを数枚接着して製造されています。シートの厚さは一般的に3 mm以下です。木材のシートを作るため丸太を回転させながら旋盤で表面を薄く削り取ります。回転していくうちに丸太が細くなるため、刃の位置を調整する必要があります。そのためBTLを内蔵した油圧シリンダで丸太の中心を合わせ、刃の位置を調整します。作成した木材のシートはベニヤプレスで接着され、ベニヤ板になります。

据え置き型だけではなく、ポータブルな鋸盤も
バルーフのセンサとリニアスケールは、巨大な製材所の自動化だけでなく、ポータブルな鋸盤の自動化にも役立っています。磁歪センサや磁気センサを使用することで、作業者は鋸の位置を正確に把握することができ、正確かつ迅速に板材を切断することができます。Wood-Mizer社は、磁歪式リニアスケールを装置に取り入れた高効率かつ高速なポータブル製材機を製造する世界的なリーディングサプライヤです。バルーフが選ばれる理由は、高品質な製品、サービスと高い信頼性にあります。
