





















Industrial Cameras evolve to meet expanding machine vision needs in variety of areas and capabilities and specifications of these cameras have grown due to development of advanced technologies. Within the last years machine vision became increasingly popular along with the Smart Factory concept.
What is an Industrial camera? Learn how Balluff Industrial camera and smart camera are making process in the Smart Factory. And we will also review the current machine vision trend in Korea as well!
Q. What is Machine Vision's role in the Smart Factory?
Machine vision application could be classified into four major categories. The categories include : Guidance, Inspection, Measurement, and Identification. Guidance is used for stage alignment or guidance to allow the robot and machine to locate the part. Inspection is to identify defects, irregularities in manufactured products. Measurement is to determine whether measurements meet specifications. And Identification reads OCR (Optical Character Recognition), barcodes(1D), and data matrix codes (2D).
And many industries realize the potential of Machine Learning market and are incorporating Deep Learning as a core technology. Deep Learning technology is used in advanced manufacturing practices for inspecting patterns and making decisions. This deep learning technology teaches machines to do what humans do with images. Recently, image-based technologies in smart factory plays a great role and these changes are creating great synergies.
Q. How do you estimate the size of the domestic machine vision market?
According to the research report from various agencies, we estimated the market size reached 900 billion KRW in 2019, area camera took 30% of the market, 10% for smart cameras and other 30% for all accessories such as lenses, frame grabber and etc.
Q. What are the features of a Matrix Vision Industrial Camera?
We are focusing on standard industrial cameras and embedded cameras. Let's start with Standard industrial camera. From GigE and USB3.0 interfaces - Balluff's product portfolio encompasses broad range of interface - helps offer right camera for your application. 10GigE intertace version will be available soon.
Compared to other industrial cameras released in the market, Balluff camera shows stable operation in industrial environment, furthermore Balluff camera families are fitted with an FPGA with various smart features.
Smart Feature
With flat-field correction (FFC), it can balance out vignetting of the image. And FFC function do the calibration, it can be guaranteed that every pixel has the same output value and improve the image quality. Industrial cameras with High Dynamic Range (HDR) function can adjust the pixel intensity to achieve even image outputs. It compensates the image areas that are too bright or dark. Frame Averaging reduces the image noise.
|
|
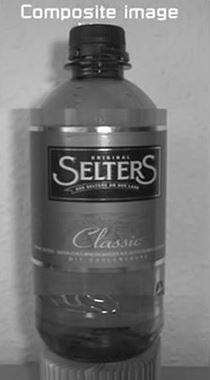 |
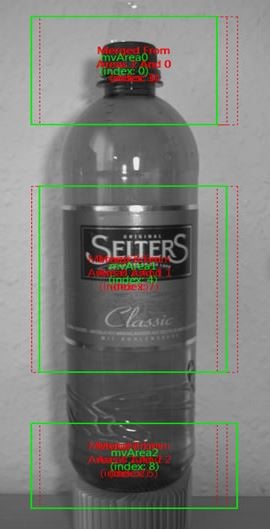
| With the Multi AOI, you can define multiple image sections that are relevant to you | |
With the Multi AOI (Area of Interest) feature, you can designate multiple image sections with Area of Interest (AOI) and only process the selected image areas and deliver them the image sending bugger. This reduces unnecessary image information and obtain higher frame rates. This AOI feature is optimized for high speed inspection applications.
Stability
Safety circuits are used in terms of hardware safety. Balluff industrial cameras are strong against over-voltage and noise. Our product's smart feature and reliability was recognized by semiconductor industry customers especially in America and Europe. In terms of stability, camera's standard permissible ambient temperature of 0 to 45°C is not sufficient to ensure safe operation. With the ET (Extended operation), it enhances the temperature range from -40°C to +55/+66 °C. Therefore, our cameras with ET (Extended temperature) option are guaranteed to be used in extreme temperature environment - like as semiconductor manufacturing process. And all cameras are readied for harsh environments with a rugged IP67 housing.
Q. Which market and industry are you planning to focus with high-resolution product?
Our target market places are FPD (Flat panel display), Semiconductor and inspection processes in secondary battery market.
In terms of high resolution products, a number of customers used line scans and TDI cameras in the past when inspecting wafers and displays in the flat panel display or semiconductor market, but line scan cameras require driveshafts and take relatively longer time to acquire images. However, high-resolution cameras are preferred becasue the acquisition time can be reduced and the optics can also be simplified using high-resolution cameras. Aligned to recent technology trend, we expect Balluff vision could offer customers better value with Smart Features.
Q. What are the advantages of the Balluff embedded camera?
The advantage of Balluff embedded camera is that we can customize CMOS sensor, interface, and FPGA depending on the customer needs. Recently, customers are testing our embedded cameras with PCIe interfaces and specific optical filters, and we receive positive feedback from the customer side.
Q. Could you please explain about smart camera BVS (Balluff vision solution)?
While image processing libraries become more comprehensive and complex, users are looking for simple-to-use solutions. For those looking for user friendly solution, BVS is the answer. BVS is for users who are necessarily familiar with image processing on daily basis and no background on vision. Balluff vison have HALCON image processing engine so if the user connects the camera, the tool-box from BVS cockpit software can be easily access.
BVS offers two type of solutions : stand-alone type and controller-based.
Stand alone type is all-in-one system that image acquisition, processing and output is could be done without any additional controller. Controller based system can be connected to camera to existing controller. Up to four cameras could be connected to a controller. From USB3.0 and GigE Interfaces to 12Mega cameras - Balluff's portfolio of cameras encompasses a broad range of line-up.
Controller based solutions can reduce costs compared to stand alone type.
One of the advantages that Balluff could offer is that users could use the smart vision just by connecting the software to their own PCs using dongle provided by Balluff.
Q. Demands for Machine Vision Systems
The machine vision market has steadily grown 10% every year except for this year in 2020 due to Covid-19 pandemic.
We ask ourselves a simple question : where does demand for Machine Vision System comes from? One is Smart Factory. Machine vision is an essential factor for automation and will be critical to deliver many of the advanced capabilities. Machine vision will generate large amounts of image data from the site and this will affect quality and productivity of production. We are very sure the demand of Machine Vision will increase.
Also we expect huge demands from semiconductor and secondary battery. Unfortunately, investment has slow down this year, however once Covid 19 is stabilized we expect the investment will be active again.
