






















Predictive Maintenance
Predictive maintenance can be defined as the collection of information about a machine's operation in order to help make decisions regarding its health, maintenance and possible improvements. Furthermore, it enables all equipment to reach its maximum operating capacity before any unplanned failure. Machine maintenance has evolved due to the demand to increase profits by reducing maintenance costs. The following is the history of these maintenance concepts:
- Reactive maintenance
- Preventive maintenance
- Predictive maintenance
Benefits of Predictive Maintenance
Based on extensive research and also experience, establishing predictive maintenance increases the productivity of the plant:
- Improving mechanical reliability - reducing "unplanned failures"
- Reduce maintenance costs - understand the exact problem to be solved.
- Increase production - optimize machine capacity
- Lower energy consumption - less vibration usually means less friction.
- Longer bearing life - fewer vibrations and lubrication failures.
- Improved product quality - less vibration and higher yields.
In order to carry out predictive maintenance, repair or replacement work, it is essential to have access to the status information of the sensors, process chains and work pieces.
Continuous condition monitoring of the machine, while it is running, provides information in real time to ensure proper control and utilization of the production process. This reduces costs as well as it optimizes production efficiency.
Machine monitoring directly improves development and design while increasing the efficiency of machine operation. The monitoring function also optimizes personnel deployment.
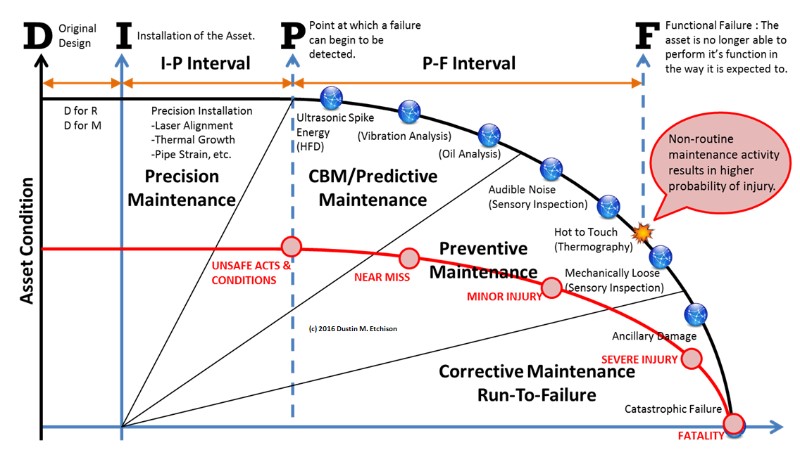
The P-F interval is defined as the time from when a failure-condition is likely to be detected to when the function fails. Different technologies have different P-F intervals. For example, when considering predictive maintenance for detecting bearing failures (normal wear of roller bearings), some of the predictive techniques are as follows:
- Vibration analysis
- Oil analysis
- Acoustic analysis (bearing noise)
- Thermal imaging (bearing temperature)
- Smoke
Vibration is considered the best operating parameter for determining dynamic conditions such as equilibrium (overall vibration), bearing defects, and component stresses. Many mechanical failures manifest themselves as excessive vibrations.
For rotating machinery or timing motion mechanisms (e.g. motors, pumps, fans, guides) common problems in operation are often problems with:
1. mechanical friction - bearing failure, friction impeller, blade drag, cavitation...
2. Component fatigue - misalignment, looseness, imbalance, structural problems
3. Mechanical shocks - object entrapment, blade impact, improper timing
4. Rolling bearing damage
5. Overheating - overload, inadequate lubrication, electrical problems
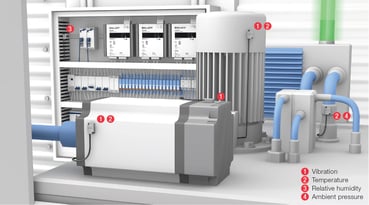
Balluff condition monitoring BCM sensors can monitor different physical parameters, including the machine itself and the environment in which it operates.
This allows us to determine the state of your equipment from one sensor to the next.
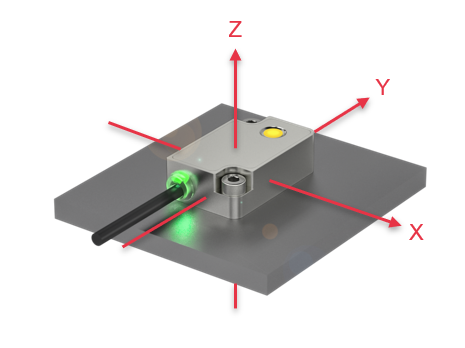
- X, Y, Z 3 axis vibration - velocity, acceleration
- temperature
- relative humidity
- environmental pressure
And through the embedded data processing functions, we can calculate a large amount of raw data into the status information we need:
- Vibration velocity [per measuring axis + magnitude]
RMS, Mean, Standard Deviation, Peak to Peak , Crest Factor, Kurtosis, Skewness
- Vibration acceleration [per measurement axis + magnitude]
RMS, Peak to Peak


This eliminates the cumbersome and complicated transfer of raw data to a separate evaluation device or the calculation of useful values in an external system. Instead, meaningful information can be obtained directly from the sensor, which can be used directly for analysis and evaluation. You can conveniently parameterize the sensor via the standardized IO-Link protocol, while making the analysis in the sensor individually matched to your specific application.
For general-purpose industrial rotating machinery with a power of more than 15 kW and a speed range between 120 r/min and 15 000 r/min, the vibration specification ISO-10816-3 is commonly used. This is a powerful built-in data processing function that makes it extremely convenient in practice.
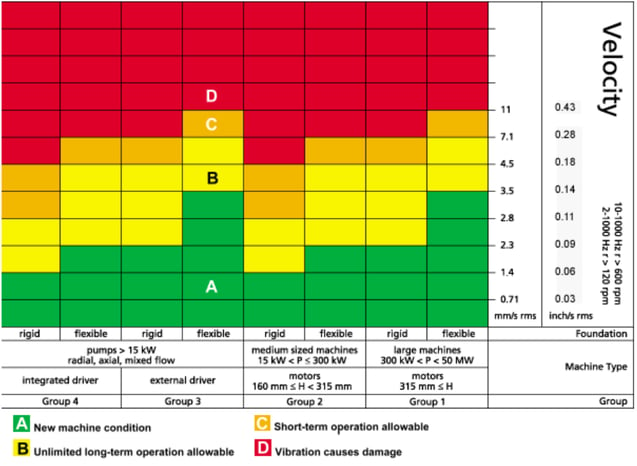
We configure the standard values directly in the sensor and can conveniently parameterize it via IO-Link or set it ourselves.
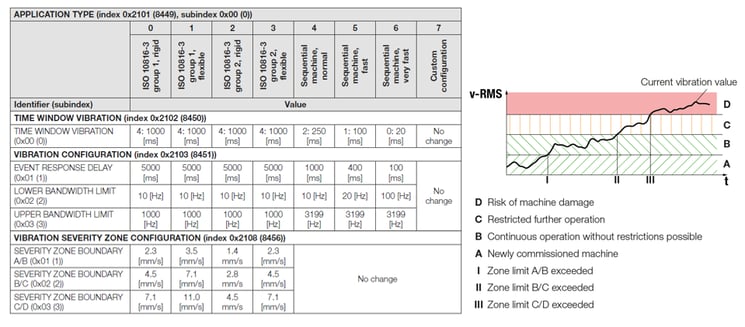
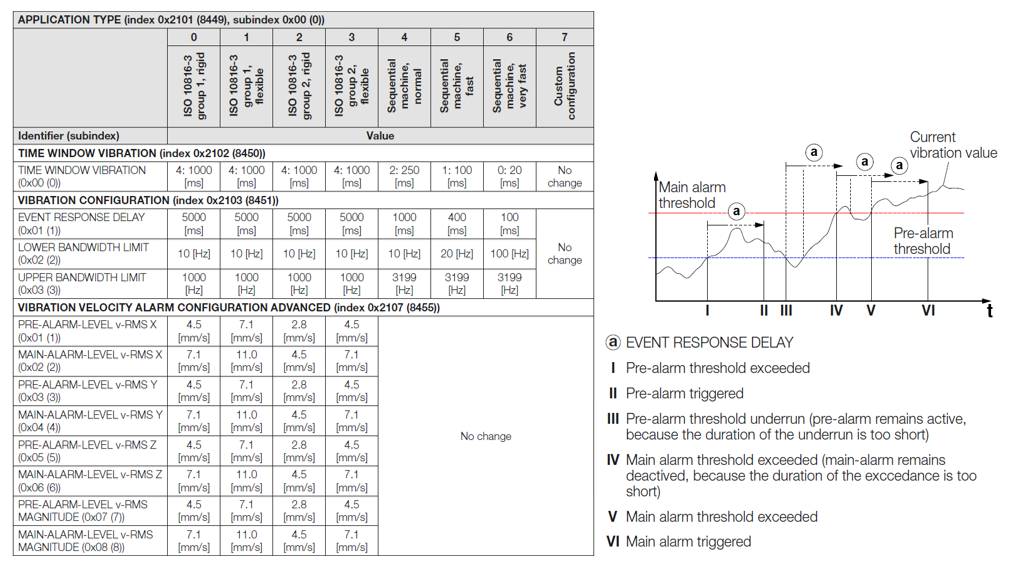
In addition, we can set pre-alarms and main alarms for each axis according to our needs and transmit them via IO-Link to the in the superposition system.
In addition, it is challenging to measure the vibration at which point in the entire machine's operating structure and how it is mounted.
In general, the vibration of anti-wear bearings is best monitored in the bearing load area. Equipment design often limits the ability to collect data in this area. Simply select the measurement point that provides the best signal.
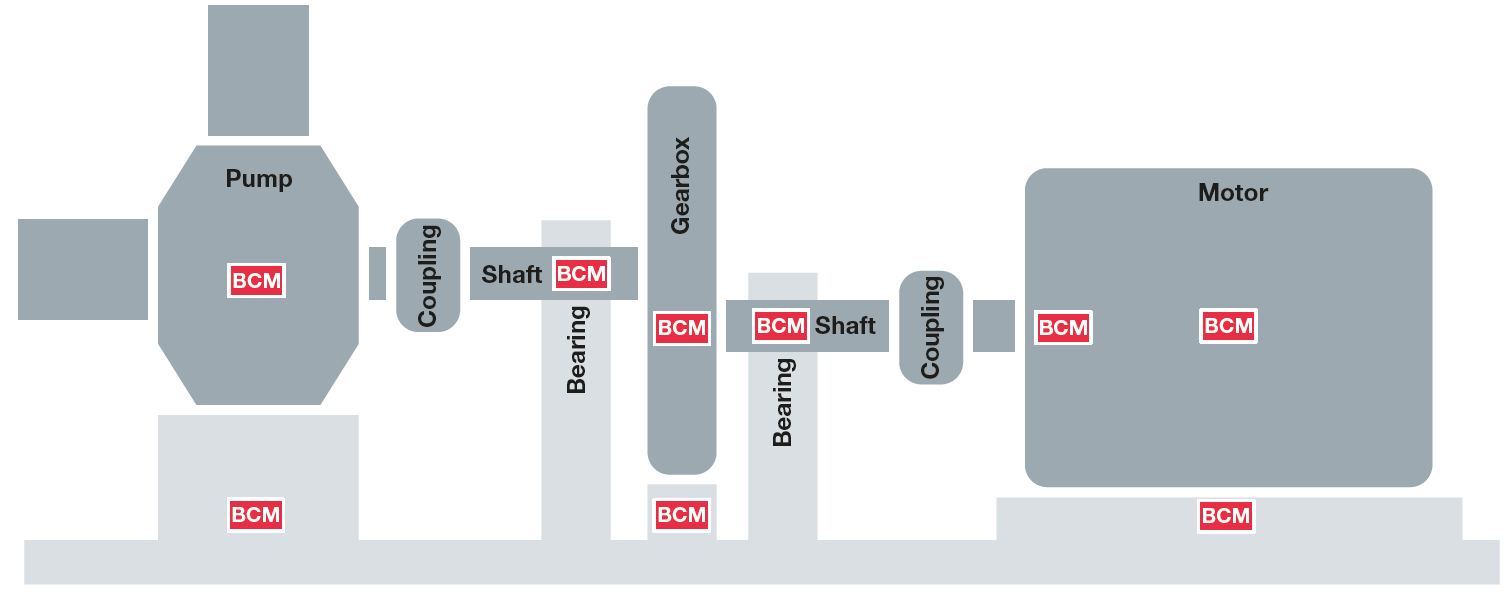
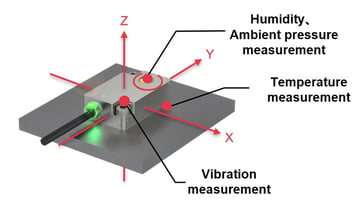
- Location - always measure at the same point on the machine
- Azimuth - Vibration should be measured in three directions.
A axial direction
H horizontal direction
V vertical direction
- Angle - always perpendicular to the surface (90° ± 10°)
- Pressure - Pressure must be maintained at a constant pressure. For best results, use the magnetic base.
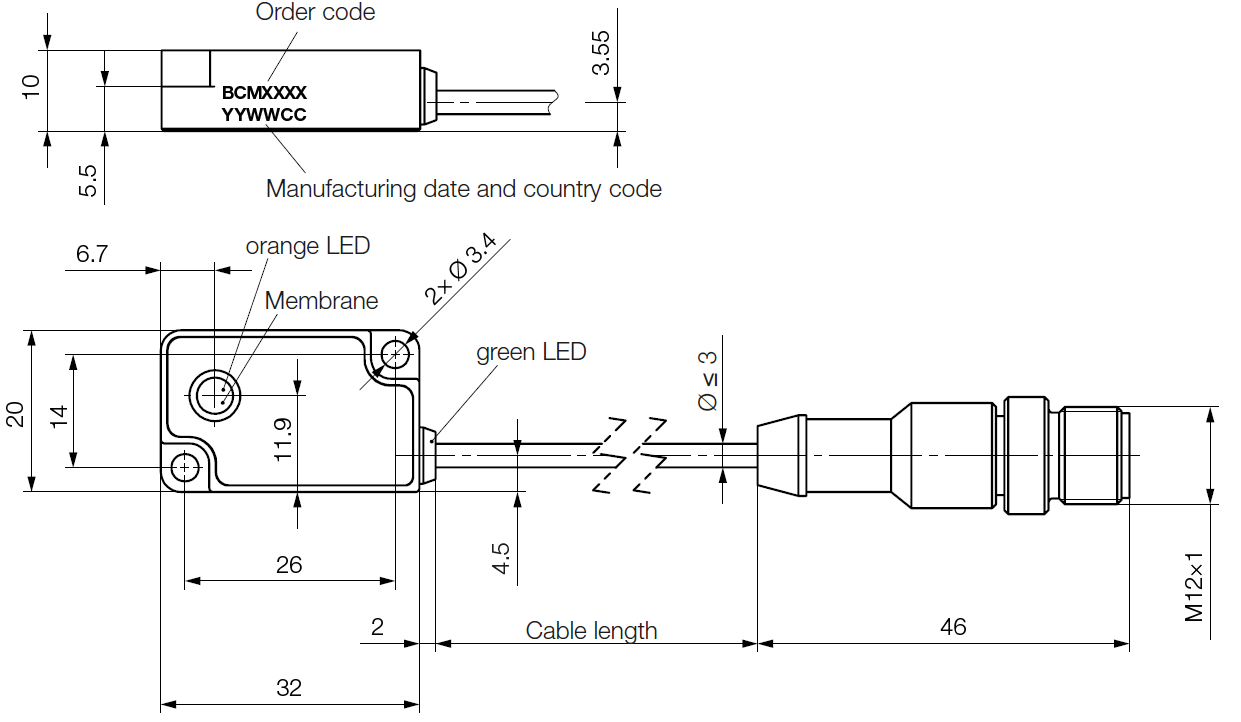
Balluff condition monitoring sensors reach an impressive size of 0.00064 square meters almost the size of a thumb. This is very advantageous for monitoring equipment where space is expensive.
At the same time, the BCM can measure vibration data in all three directions at the same point on a single sensor, greatly reducing costs and the difficulty of sensor deployment.
To ensure that the sensors provide accurate feedback of actual vibration data, BCM offers both screw mounting and magnetic base mounting.
For more information about Balluff condition monitoring sensors, please see Balluff's official website www.balluff.com
