





















在电动汽车市场的蓬勃发展中,动力电池的市场竞争正在呈现头部集中,强者恒强的局面。随着国外竞争对手的大举进入,下游汽车制造商的成本倒逼和互相制衡博弈,以及电池技术的迭代升级过程中,电池制造商们从“芯”开始,积极采取先进的自动化/数字化技术进行转型升级,不失为一条获得未来优势的可行途径。

对于电动汽车的动力电池来说,都需要完成从电芯到模组再到电池包的这套标准动作才能用于汽车上。整套生产工艺流程比较复杂,简单来看主要涵盖电极制作的搅拌涂布阶段(前段)、电芯合成的卷绕注液阶段(中段),以及化成封装的包装检测阶段(后段)。相应地,前段工序对应的锂电设备主要包括真空搅拌机、涂布机、辊压机等;中段工序主要包括模切机、卷绕机、叠片机、注液机等;后段工序则包括化成机、分容检测设备、过程仓储物流自动化等,以及后面的Pack自动化设备。
那么,我们不妨通过一些关键的生产设备和工艺了解一下巴鲁夫(BALLUFF)是如何助力实现电池生产的自动化/数字化转型升级的。
高精度辊压
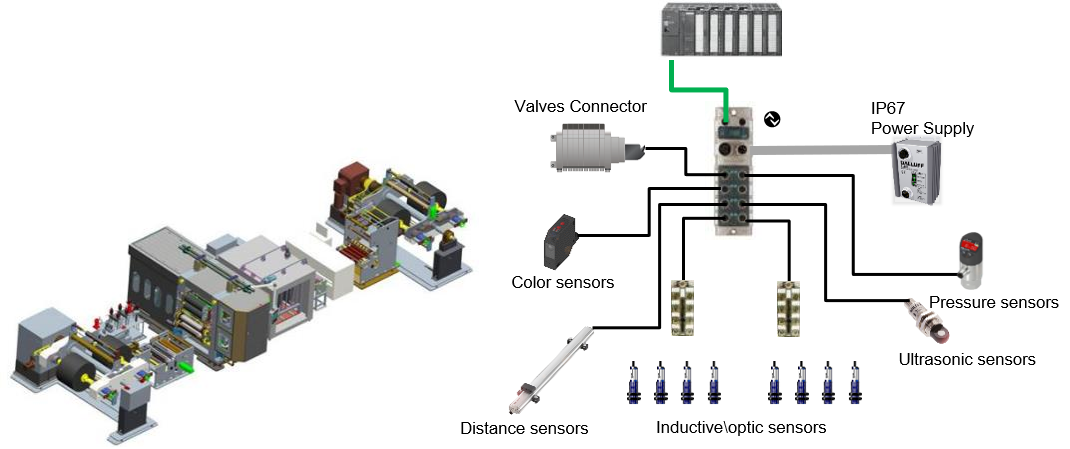
通过压力为50吨左右的旋转辊将附着有正负极材料的铝箔进行碾压,一方面让涂覆的材料更紧密,提升能量密度,保证厚度的一致性,另一方面也会进一步管控粉尘和湿度。这一过程要求一般辊压宽度300~1,100mm,辊压速度10~120m/min,厚度精度控制在±1.5微米以内。为此巴鲁夫提供基于IO-LINK通信技术的解决方案包括光纤光电传感器、网络模块乃至工业以太网电缆。此外,对于辊压过程的高精度要求,巴鲁夫还提供高分辨率的工业相机BVS以检测铝箔片的宽度和对齐情况。
卷绕和叠片
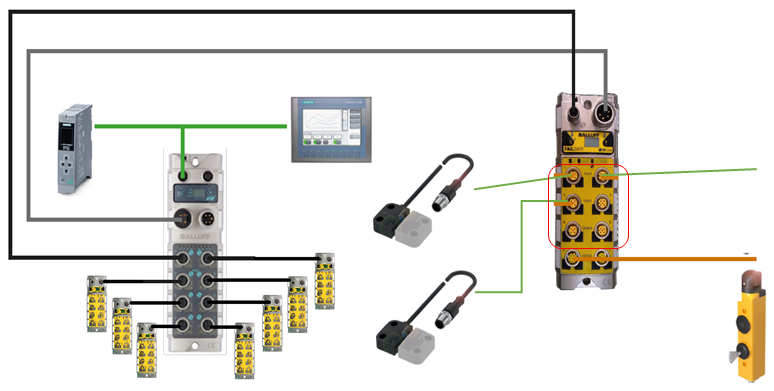
将电池极片进行分条、烘干之后,制作电芯的方式可以分为叠片式和卷绕式。这一过程要求堆叠精度在±0.1mm之内,卷绕速度约60转/分,最大线性速度2,500mm/s,张力波动小于4%。对于这类应用,巴鲁夫一方面可以提供高分辨率BLA光带传感器,实现精确的卷材边缘控制,对直径和厚度进行测量,同时还提供了Safety-over-IO-Link取代AS-i通信,减少了布线和总线节点,更容易整合到IO-Link网络中。
电芯装配
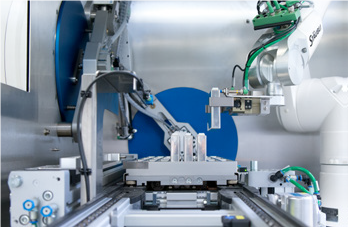
通过卷绕完成电芯雏形之后,接下来能否实现高效稳定的电芯装配,是电芯生产实现量产化的极为重要的一环,其中又分为电芯入壳、电芯点底焊、电芯钢壳滚槽、电芯注液、电芯焊盖帽、电芯封口和电芯清洗及套膜等一系列过程。通过巴鲁夫BVS视觉传感器引导焊接位置可以快速实现高质量的焊接过程,利用巴鲁夫BIS识别系统则可以对电芯装配过程的零件托盘进行可靠追踪,以及基于分布式IO-Link主站连接传感器、RFID和执行机构,可以降低总体单元装配线的成本,提升智能通信能力。

事实上,在整个电极制作、电芯装配、化成封装以及PACK的一系列工艺过程中,巴鲁夫凭借全球领先的传感检测技术和相应的IO-Link数字化通信技术,几乎可以为动力电池的各类工艺设备与产线打造高效、可靠、低成本的自动化解决方案,从而为动力电池制造商的智能制造蓝图勾勒下浓墨重彩的一笔。
